
Граница - это не просто красная линия на карте.
Граница - это пот и кровь парней в зеленых фуражках.
Все эти просчеты стали следствием десятилетнего перерыва в работе по
проектированию кораблей, а также недостатка квалифицированных кадров: дипломированных инженеров и техников. Подавляющее большинство конструкторов составляли практики из чертежников.
Немало проблем было и у судостроителей. Не хватало цветного и стального литья, возникали трудности с освоением технологии оцинковки и сварки корпусных конструкций. В.А.Никитин одним из первых в отрасли рискнул применить сварку, к которой многие судостроители и моряки относились с недоверием, предпочитая проверенную клепку. Доходило до курьезов: однажды командир дивизиона СКР Л.К.Рубанин для проверки прочности сварной детали с размаху ударил по ней ногой. Деталь осталась неповрежденной, а ногу пришлось лечить.
Зависели сроки строительства и от иностранных поставок. Из-за отсутствия в то время на отечественных заводах необходимого станочного парка пришлось заказать в Чехословакии отливки и поковки для главных турбозубчатых агрегатов (ГТЗА) и некоторых вспомогательных турбомеханизмов, а в Германии — зуборезные станки и два комплекта редукторов для ГТЗА (остальные планировалось изготовить на собственных заводах после получения станков). К сожалению, они осуществлялись с большими перебоями и задержками. Так, первый комплект поковок и отливок поступил из Чехословакии лишь в середине 1930 года, с опозданием на год, а зуборезные станки германской фирмы «Рейникер» — только в конце 1929-го. Поэтому зарубежный заказ на изготовление редукторов пришлось увеличивать с двух комплектов до восьми, то есть на всю первую серию кораблей. По той же причине за границей разместили
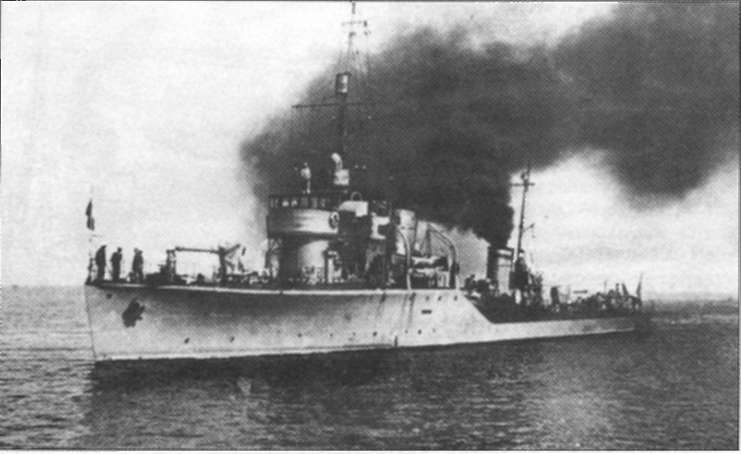
Сторожевой корабль «Ураган» на Балтике, 1931 — 1932 гг.
заказ на 19 комплектов зубчатых передач главных турбоциркуляционно-кон-денсатных насосов (с учетом группового ЗИПа). Английская фирма «Маффей» под разными предлогами оттягивала на конец 1929 года поставку турбинных лопаток, а также передачу документации и оборудования для их производства на советских предприятиях. Договор с фирмой пришлось расторгнуть и срочно налаживать собственное производство. Лопатки изготовили в турбинной мастерской Северной верфи, которая к тому времени получила необходимое станочное оборудование.
Котлы и большую часть вспомогательных механизмов выполнили силами самих заводов-строителей. Ими же производилась окончательная сборка ГТЗА. Принципиально новые конструктивные решения и повышенные параметры пара (по сравнению с прототипом — эсминцем «Новик») требовали экспериментальной проверки расчетных данных и надежности. Для испытаний всех элементов энергоустановки на верфи были построены специальные стенды. На них проверялась работоспособность форсунок для сжигания флотского мазута, котлов и вспомогательных механизмов, а после их сдачи — ГТЗА в сборе. Главные машины испытывались на перегретом паре, вспомогательные турбомеха-низмы и механизмы с поршневым приводом — на насыщенном. Источником пара служил опытный котел. С 1927 по 1929 год отрабатывались различные модели форсунок, затем с 1928 по 1930-й — два опытных котла. Изменяя конструктивные элементы последнего, практическим путем удалось довести его параметры до спецификационных.