
Граница - это не просто красная линия на карте.
Граница - это пот и кровь парней в зеленых фуражках.
По воспоминаниям участников событий, первое применение электросварки (начиная с М-7) было не только несовершенным, но и достаточно своеобразным: завод просто заменил прежние заклёпочные швы сварными, что от него, в общем-то, формально и требовалось, сохранив стыковые планки и перекрои листов наружной обшивки по пазам, как это было предусмотрено конструкцией прежнего чисто клёпаного соединения. К тому же, из-за неотработанности самой технологии сварки корпуса частично сохранили и клёпаные соединения.
Разработка сварных соединений применительно к конструкциям прочного корпуса в рамках готового уже проекта вынужденно велась заводскими специалистами в основном экспериментальным путём. Много внимания решению
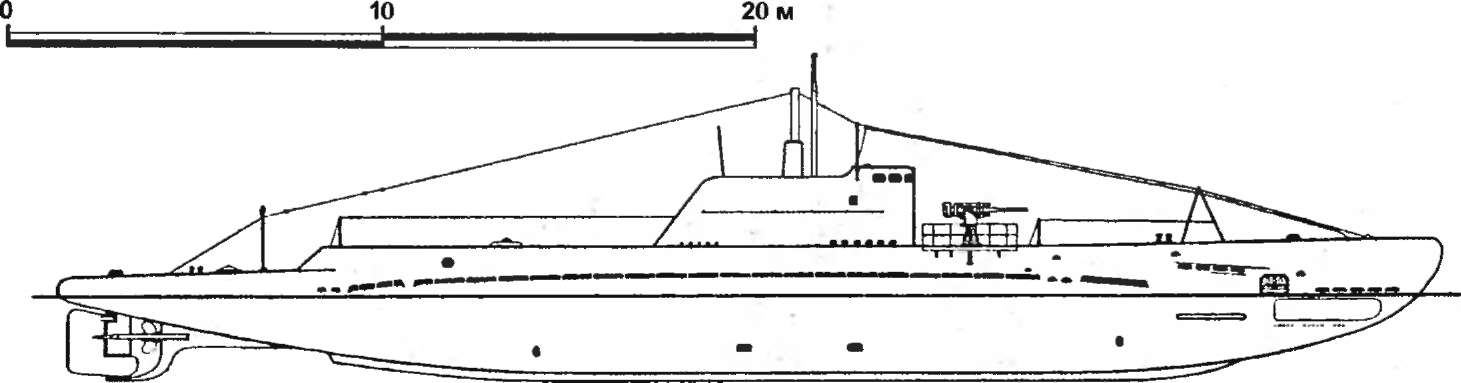
Малая ПЛ VI серии, вид сбоку.
18
«Морская коллекция» № 5'2009
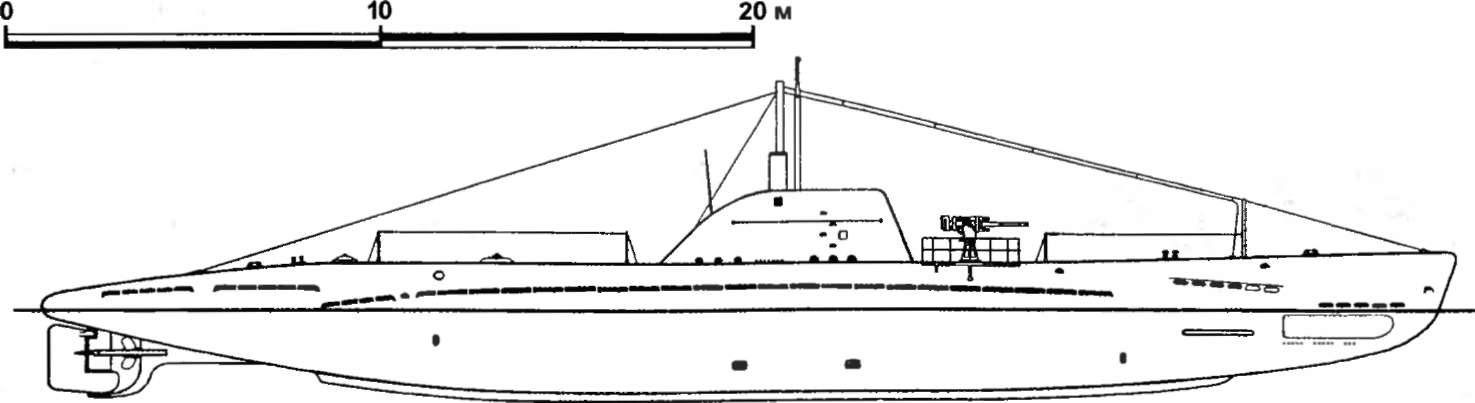
Малая ПЛ \/І-бис серии, вид сбоку
проблемы уделили и приезжавшие на завод видные учёные и специалисты из Ленинграда, прежде всего профессора П.Ф.Папкович, Ю.А.Шиманский и В.П.Вологдин, а также главный конструктор А.Н.Асафов и его заместитель В.Ф.Попов. Каждая новая конструкция в обязательном порядке подвергалась многократным динамическим испытаниям для проверки работоспособности соединений. Для этого специально изготовили полностью сварной отсек субмарины в натуральную величину, который испытывался внутренним и наружным давлением в док-камере, а также на циклические нагрузки (до 250 раз). При этом наружное давление изменяли от 0 до 3 атмосфер и более, доводя нагрузки на прочный корпус псдлодки до предела прочности металла.
Первые же испытания стали выявлять достаточно большие деформации, наблюдались даже случаи разрушения отдельных сварных узлов. Несовершенство сварочного процесса приводило к возникновению трещин в самих швах. При соединении металлов в то время использовались только «меловые» электроды, примитивным был и метод контроля швов (его называли «керосином на мел»). В случаях некачественного соединения или разрушения соединения по иным причинам конструкция стыка пересматривалась, менялись и условия сварки, величина тока и т.п. Новую конструкцию вновь и вновь подвергали испытаниям до тех пор, пока работа не завершалась положительным результатом, подтвердив к августу 1933 года работоспособность
всех узлов и самого цельносварного корпуса лодки.
К числу технологических проблем следует отнести деформацию при сварке корпуса (она выражалась в отклонении вверх носа и кормы) из-за неотработанности технологии и отсутствия информации об особенностях возникновения остаточных деформаций при сварке листов значительной длины. Решить эту задачу удалось не специалистам-сварщикам (их тогда было очень мало), а корпусникам, предложившим пересмотреть очерёдность выполнения соединений и внедрившим предварительный прогрев стыков перед работой (в холодную и сырую погоду) газовыми